Making the Chamber Style Reed
for Penny-Chanters
October 2001 Update
Original 7 November 2000
Introduction
The "chamber" style of reed is one whose complex interior
shape is obtained mostly by gouging and sanding rather than by the more
common bending processes. One variant of this method is taught by Andreas
Rogge, another is illustrated in some detail on the web site of Evertjan
t'Hart. I have heard that it was also practiced by the famous Irish pipemaker
Leo Rowsome.
Here are adaptations to make such a reed that plays well in Penny-Chanter.
It has the benefit for novice reed makers of needing very little cane knowlege
to create the proper shape, with a construction that is reasonably safe
against permanent collapse due to weather or assembly problems. However
it does require some mechanical skill to cut, sand and scrape the cane
carefully.
The Penny-Chanter requires its own special staple (the metal tube on
which the cane blades are mounted). I sell these ready-to-use, and a free
spare is provided with Penny-Chanters that I sell. Dimensions for
making your own staples are linked below.
Evertjan's pages linked below can be used as a primary reference, with
greatest success for Penny-Chanter (in my experience) by substituting dimensions
and variations given on this page. For other chanters the information here
may help give some useful ideas if chamber style reeds have been unsatisfactory.
One note, this style of reed may work best over a narrower range of
adjustment than the bending-formed reeds. When finishing and fine-tuning,
it is probably best to play the reed for 5-10 minutes before assessing
its performance, so that the reed is best for the long period of playing
when warmed-up rather than for the first few moments at the beginning of
a playing or practice session.
References and Updates Tested for Penny-Chanter
October 2001
- Evertjan t'Hart's
Reedmaking Web Site.
- Photos and considerable description of much of the reed making process
- Diagram
for making staple required for Penny-Chanter if not purchasing my staples
- Uses traditional method of making trapezoidal metal sheet then rolling
into the cone shape that was used during development of the Penny-Chanter
- How
to roll sheet metal staple from David Daye's educational Bagpipe Page
- Numerous photos of the process of preparing and finishing the rolled
conical tube staple.
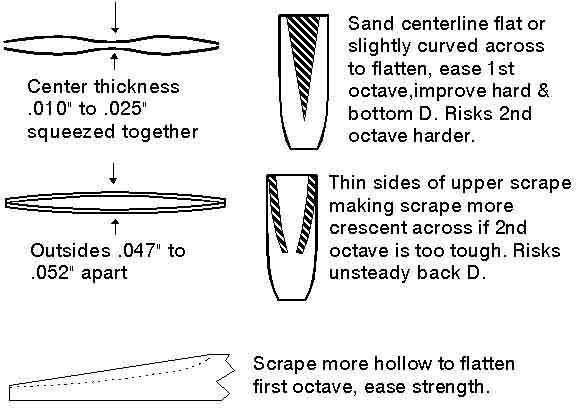
- Diagram of cane dimensions tested for Penny-Chanter
- Method suitable for medium to very hard (stiff, dense) cane
- Cane density: tubes may sink 50% to 60% or possibly more of their length
into water.
- Slip must be initially thick or else chamber carving will destroy mechanical
support, giving loss of tone and performance
- Edges are very thin but not knife edge.
- Slips can be 1/64" wider for hard, stiff cane; 1/64" narrower
for soft, flexible cane
- Carving or gouging chamber steps tested
for Penny-Chanter
- Place gouge at uppermost mark and cut as shown towards bottom.
- I use shallow #3 or #5 "sweep" for upper chamber, deeper
#7 sweep for lower chambers
- Each step is cut .01" deeper than the level above it
- Steps are irregular to adapt to staple; bottom step is very close (5
mm) to the middle step
- Make gouged areas as near to full width as possible--but do not cut
into edges!
- Sanding the gouged chambers into a smooth
interior shape
- Wrap medium to fine paper around cylinder. Move interior back and forth
at an angle so that the sanding zone can be precisely located.
- Use wider cylinders for upper end, narrower for lower end. This creates
changing internal diameters similar to traditional bend-formed reeds.
- Be careful not to sand the edges thinner! Sand only a few strokes,
inspect carefully under good light.
- Assemble and bind reed
- Put temporary wrap over most of future top of head
- Place head onto staple for overall reed length 3 9/32" to 3 5/16"
before optional trimming
- Center carefully to avoid hitting inside of chanter windcap
- Tack tails into position before bindng using drop of superglue on each
side of each tail
- Tested overall length for chanter is 3 1/4" after all finishing.
+/- up to 1/16" may work.
- Use waxed thread, "artificial sinew" etc.
- Wrap very tight over narrow tail bottom, more relaxed higher where
wider cane is not supported
- Heat-set the shape to reduce weather sensitivity
- Hold reed 4-5 finger widths above small flame
- Rotate and move reed as soon as wax in binding directly above flame
melts (2-3 seconds)
- Heat all of binding from bottom up to top wrap
- Let cool 5 minutes then remove temporary binding and scrape
- If edges open
- Partly unwrap upper 1/4" of permanent binding
- Sand edges to narrow the lower half of exposed reed and exposed 1/4"
- Rebind; reed will probably be airtight after finishing
- First Crude Scraping of the reed
- Initial shape can be carved, scraped or sanded with medium-rough paper
#80-#100
- Leave 1/3 to 1/2 original thickness at lips (top)
- Attach the bridle to control reed shape
during finishing
- Wrap thin annealed copper strip .021" (or .025" hobby shop
copper) x 1/8" wide
- Pull snug with pliers
- Tighten with care! Squeeze blades together by fingers before tightening
bridle with pliers
- Set bridle very snug to close lips almost completely when sanding and
scraping
- Ease bridle looser to re-open reed immediately for testing, storage
or waiting
- First attempt to finish the scrape
- Shape of scrape will be a wider more rounded V than traditional reeds
due to greater starting thickness of cane slips with this method
- Leave a bark zone on sides all the way to top corners at first
- Bark very narrow, about 0-0.25 mm wide at top corners
- Scrape will need to cut into the cane slightly near bottom of "V"
due to starting thickness of cane
- More views of final scrape
- Adjusting the scraping and performance
- To scrape sides more, either use knife/razor or else close lips with
bridle and sand on flat
- Release bridle immediately if closing reeds to scrape
- To scrape center more, open lips wider than for playing with bridle,
then sand or scrape
- If reeds are tuning sharp in the 2nd octave, for next reeds make chamber
.005" shallower and/or 1/16" shorter
- If reeds are tuning flat in 2nd octave, make chamber up to 1/16"
higher near to lips
- Flat overall pitch and back D: trim reed shorter, make next reed narrower
if using the same tube of cane, increase chamber depth/roundess slightly
in the upper end (but do not change top 4-6 mm).
- Back D far too sharp, hard D too difficult: too much curve in top end
of reed. Take apart, moisten upper 1/4 of head, bind to original wide sanding
cylinder firmly with teflon tape, let dry overnight, sand on cylinder using
fine paper. Make future reeds leaving top end of chamber farther down from
lips.
- Optional cane sealing: dip cane end in thin outdoor wood sealer or
thin silicone polish, immediately blow out excess and pat dry, do not let
chemicals contact your mouth.
- Seth Gallagher's Reedmaking
Web Site -- a different method based on the more common bending/formation
which works when Penny-Chanter staple and cane outside dimensions are used
as shown above. Does not involve carving a chamber.
Questions, special order questions email David Daye
at: ddaye@daye1.com
Bottom of Chamber Style Reed for Penny-Chanters Page
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}