Instant Heat-Formed
Uilleann Pipe Chanter Reeds
Modifications for Traditional Methods
10 Jan. 2007
Copyright 2006-7 David C. Daye
Feel free to copy this work for desktop
use and/or your individual study of instrument making. You may not republish
all or any portions of this work in any form, or distribute it in any form,
without permission. You may establish electronic pointers or links to this
page. Questions, problems, comments or requests for permission to reprint
may be e-mailed to me by clicking here.
In the coming weeks and months this method will be expanded into a detailed,
step-by-step method any novice can use to build a Concert D uilleann chanter
reed from scratch. Specific dimensions will be given for Penny-Chanters,
but any Concert D chanter should be reedable if the dimensions specified
by its maker are substituted for mine.
For now this will be a brief outline, for semi-experienced makers to
use, of variations to standard methods such as those given by Dave Hegarty,
Seth Gallagher, David Quinn and other reasonably traditional methods for
Concert D chanter reeds found online and in print form. Only one part of
any such method needs to change, and in addition, much of the early work
for some of them becomes much less critical.
Contents
Overview
Traditional reed methods create a great deal of stress in the cane which
artificially--and temporarily--makes it act stiffer than it really is when
first finished. All such methods recommend allowing considerable resting
periods after assembly and again after first scraping, so that this stiffness
will relax away before the reed is finished.
These temporary stresses make the true state of the reed unknowable
until well after the reed is sold and put into service. Much of this problem
can be avoided in quick-built reeds by heating the cane after initial assembly,
which temporarily softens it allowing it to settle permanently into its
longterm shape with much of the stress relief of traditional slow construction
forced in the beginning before the reed is voiced.
Ultra Brief Summary for Experienced Reed Makers
- Make the Slip Your Usual Way
- Bind onto staple as usual
- Aim for slightly higher elevation than usual
- If elevation is low or ordinary, take apart and gouge a little extra
staple room inside tails
- Don't worry about details of "stress" and tension in the
cane
- Heat-treat the Reed to Complete the Initial Settling and Stress Relief
- Let Reed Cool 10-15 Minutes
- OK to scrape reed as if it had rested bound for several days or
longer
Summary Outline
- Make the Slip
- I use medium hardness commercial bassoon cane
- Slip Dimensions Specifically for Penny-Chanter:
- Length 4 3/4"
- Width 1/2" to 31/64" for 1" OD slip or 31/64" to
15/32" for 7/8" OD slip
- Tops of tails 1 1/4" from ends. For shorter slip, maintain center
length between tail tops 2 1/4"
- I recommend making all slips the conventional .040" thickness
along the centerline
- Consider using slightly smaller outside-diameter slips than for natural
air forming
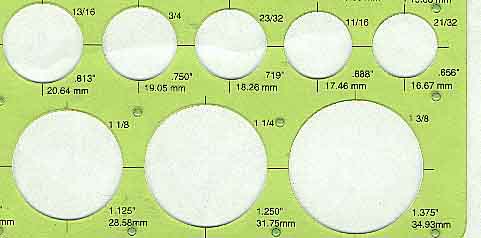
- Use an inexpensive hole guide for drafting
or drawing to check bark curvature of strips after splitting from tube
- Use different sized sanding cylinders for strips of cane with different
o.d. along the bark surface.
- 1.9" - 2.0" cylinders for common 15/16" to 1" OD
strips
- 1.6" - 1.75" for narrower 7/8" OD strips
- Discard strips with OD's greater than 1" or less than 7/8"
- Don't worry about initially high elevation
- Be willing to make centerline thinner, down to .035" for harder
or stiffer cane.
- Heat treatment will cancel out those issues.
- Bind onto staple as usual
- How to Know Whether to Gouge Inside of Tails for Staple
- Apply temporary binding to entire future top
of blades
- Push staple most of the way in.
- If there's too much resistance, rest 10 minutes, push a little more.
- View lips. At this point elevation gap should be same thickness as
blade ends.
- If gap is much less than blade end thickness, gouge inside of tails
to reduce staple pressure.
- Do not gouge at eye level -- blades will lie too close together,
reducing inside airspace
- Gouge below eye level around middle 1/3 of
tails to reduce pressure but leave airspace same
- For Penny-Chanters, use my staples or make tapered staples to dimensions
tested for P-C
- Penny-Chanter was developed and tuned for tapered, not straight-tube,
staples.
- Rolled from sheet metal blank annealed brass .015" thick or annealed
roofing copper .021" thick
- 2 1/8" long
- Wide end .620", narrow (eye) end .035" - .040"
- Squeeze bed for tails along top 60% of length. Narrow I.D. of eye about
0.065" (> 1/16")
- Or tapered tubing made from straight tube annealed, spun
on mandrel to same taper as rolled staples.
- For Penny-Chanter, overall reed length 3 5/16" to 3 17/64"
to allow for slight trimming later
- Heat-treat the Reed.
- Rest inside short plastic or metal tube to hold hot air flow around
reed
- Lie tube braced on tabletop with hair drier
braced 4-5" away pointing into tube
- Be sure drier air intake is clear
- Brace drier to prevent it from moving or falling
- Watch for signs of drier overheating
- Brace reed and tube to keep from blowing away
- Heat on high temperature and airflow for 5 minutes
- More time needed for harder cane, higher elevation (lip opening) or
drier cane
- Check elevation for ideal lip opening
of .030" -.035" inside gap
- Narrow wedge of cane is useful for probing
lip opening
- Gap should be less than thickness of either lip.
- If elevation is closing but still well open, heat another 5 -15 minutes
- If elevation is closing too much
- For less than .030" - .025" , reed will remain too stiff
and resistant after scraping.
- Fit a quick temporary opening-type bridle
- Be sure entire head is bound to hold edges together
- Heat 2-3 more minutes
- If elevation remains too high or springs more open after treatment.
- Fit a quick temporary closing-type bridle
midway up the blades.
- Use light force
- Heat and check elevation every 2-3 minutes
till it is right
- Softened blades can close very quickly
- Let Reed Cool 10-15 Minutes
- Reed is Safe to Scrape Near to Completion Any
Time after it cools.
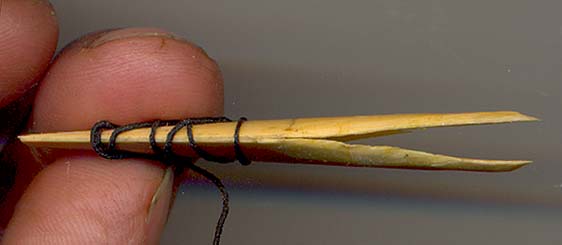
- Click here to see how tails have now permanently
spread open, relaxing staple pressure
- Scrape normally
- Scrape: most of the way :
- Bridled reed can be sanded against a flat.
Sand both sideways and along the grain.
- Keep scrape flat along grain
- But gradually tip to one side, level, then to other side.
- Scrape reed easy enough to be able to play with bag & bellows but--
- Leave a little strong and sharp, possibly squeaky, too strong to use
with full set going.
- View lips.
- If elevation gap is is too low, gouge inside of tails to reduce staple
pressure.
- Do not gouge at eye level -- blades will lie too close together,
reducing inside airspace
- Gouge settled tails only slightly--a little will make a great difference.
- Gouge below eye level from just below eye
to bottom of tails
- Rest Scraped Overnight or Longer Unless This is an Emergency Reed
- Careful exposure to different weather is advisable before final finishing
for longest-lasting reed
- Fine-tune and Break-in As Usual
- Play reed for 3-5 minutes, then assess strength
- Never scrape or sand away more than 1/2 of the excess strength
- Let reed rest overnight or play for 20-30 minutes before further evaluation.
- As final strength nears, allow several days' settling and playing between
finishing steps.
- To Finish Emergency Reed:
- Mouth-blow, putting head bare into mouth but not wetting, 5-10 seconds
- Then play with bellows for a minute or two
- Scrape or sand a little if necessary--never more than half the
amount seemingly required.
- Repeat process 2-3 times over 10-60 minutes to settle and loosen reed
a little more
- End with 2nd octave and back D slightly sharp, strength very slightly
more than ideal
Corrections and Adjustments
- Dull tone and/or resistant response is caused by warping of lips
- Take reed apart to diagnose and repair--heat settling makes this safe.
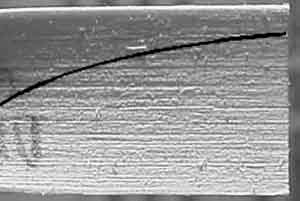
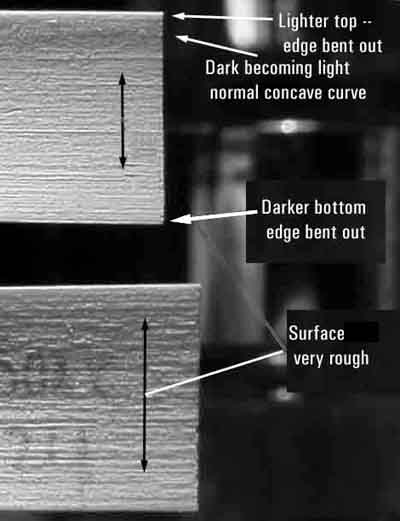
- Use harsh harsh light shining across grain to magnify curve and surface
features
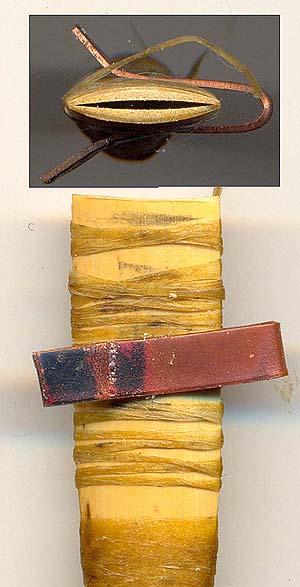
- This photo illustrates desired interior
shape
- Most curve near staple at left, least at lips, with gradual transition
- Here is interior warping
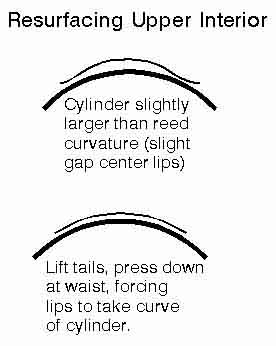
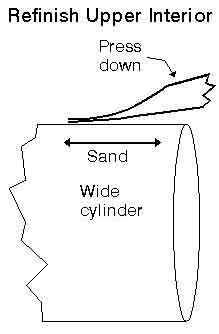
- Resurface lips with fine sandpaper on large
diameter cylinder 3 1/4 " - 3 1/2 "
- Sand interior tip in/out, applying moderate
pressure, 3-4 strokes
- Then light pressure, hold blade level, to smooth only the very top
end.
- When interior curve of top 1/4" appears uniform from edge to edge,
reassemble reed and test
- 2nd octave difficulty is often caused by stiff corners and/or thin
centerline
- Inspect corners & upper edges; identify 1-3 thickest
- Thin these areas carefully on the thicker
corner(s).
Questions or suggestions, discoveries & comments, email David Daye
at: this email address
Bottom of Instant Heat-Formed Uilleann Chanter Reed Page
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}